Le Centre Technologique Motorbacs a été fondé en avril 2022 et rassemble aujourd’hui plus de 80 experts hautement qualifiés. Il est structuré autour de deux pôles stratégiques : le Département Projets et le Département Ingénierie & Technologies.
Le Département Projets comprend la Section d’Évaluation des Projets, la Section de Développement de Nouveaux Projets, la Section des Projets de Production de Masse et la Section de Développement des Fournisseurs. Le Département Ingénierie & Technologies regroupe la Section Modélisation & Analyse, la Section Technologie des Outils & Moulages, la Section Outillage & Gabarits, la Section Planification des Lignes de Production, la Section Ingénierie de Fabrication, la Section Mise en Œuvre des Procédés & Coût Standard, ainsi que la Section Essais & Laboratoire.
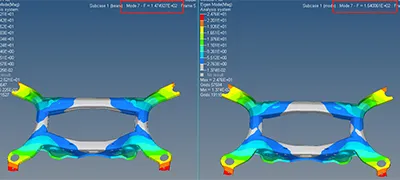
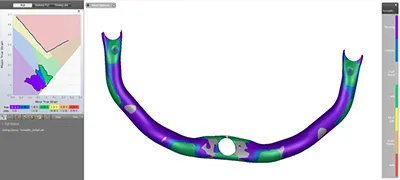
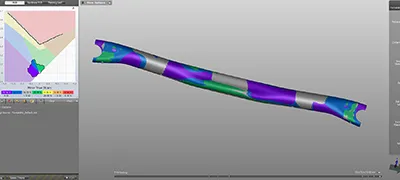
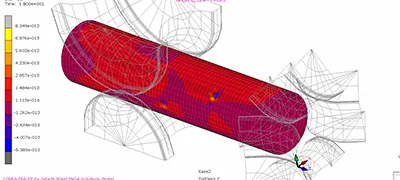
Le Centre Technologique est doté de multiples fonctions stratégiques, couvrant la conception produit, la simulation et le développement de prototypes ; la conception, la simulation et la fabrication des outillages ; la conception, la simulation et la mise en œuvre des lignes de production ; le développement de nouveaux projets ; la gestion de projets de production en série ; le suivi des projets ; le contrôle des coûts et le développement des ressources. Il constitue un véritable hub d’innovation global et représente le moteur principal de l’évolution et de la croissance continues de l’entreprise.




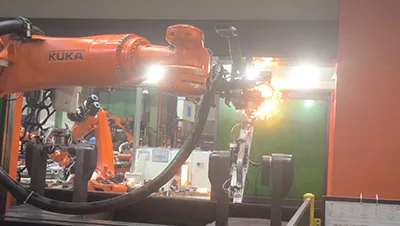
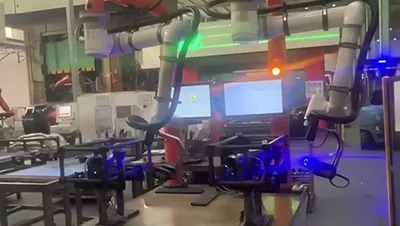
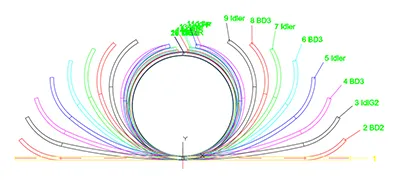
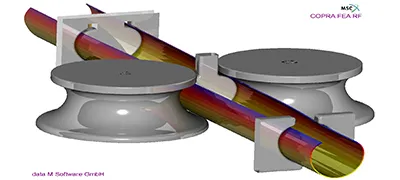
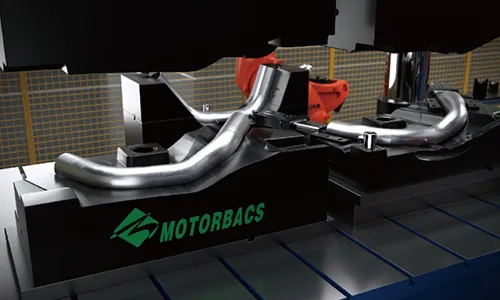
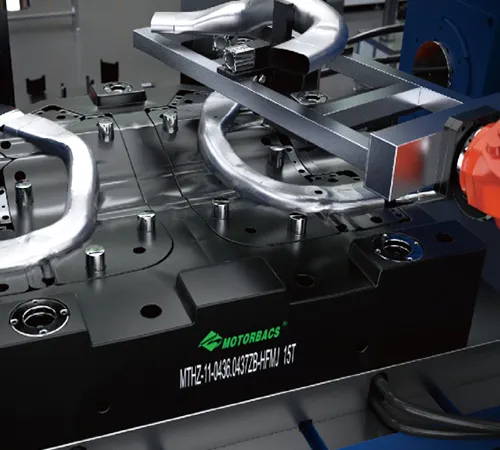
Nous disposons d’une équipe expérimentée d’ingénieurs spécialisés dans la conception d’outillages et de gabarits de contrôle. À ce jour, plus de deux cents ensembles de moules et de gabarits ont été conçus pour des projets de poutres de torsion et de bras traînants de châssis. L’équipe maîtrise l’ingénierie assistée par ordinateur ou IAO, les logiciels de modélisation 3D ainsi que les technologies avancées de conception de surfaces. La capacité actuelle de fabrication d’outillages en interne comprend trois centres d’usinage à portique, deux centres d’usinage à grande vitesse, vingt-quatre centres d’usinage vertical, quatre tours CNC et trois machines à fil. Grâce à ces ressources, l’ensemble des opérations de fabrication et de traitement des outillages et gabarits peut être réalisé en interne, à l’exception du traitement thermique et de l’usinage cinq axes.